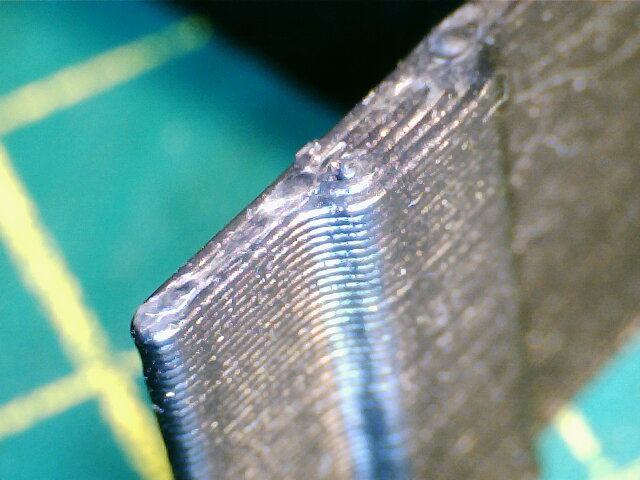
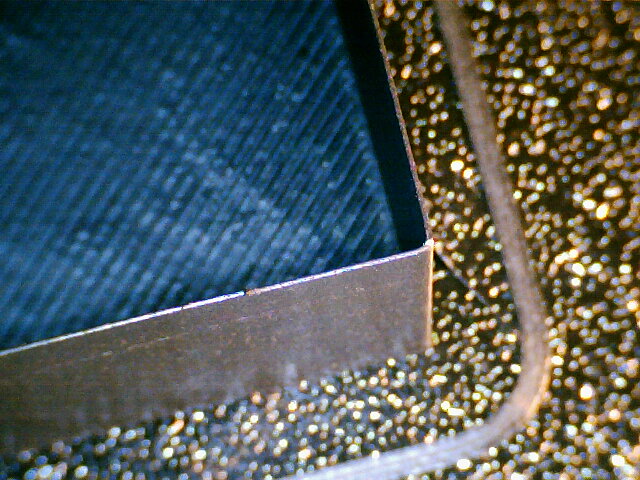
I built my 3D printer a couple of months ago, but I can't get it to print sharp corners. The corners in the picture should be 90°, without any fillets:
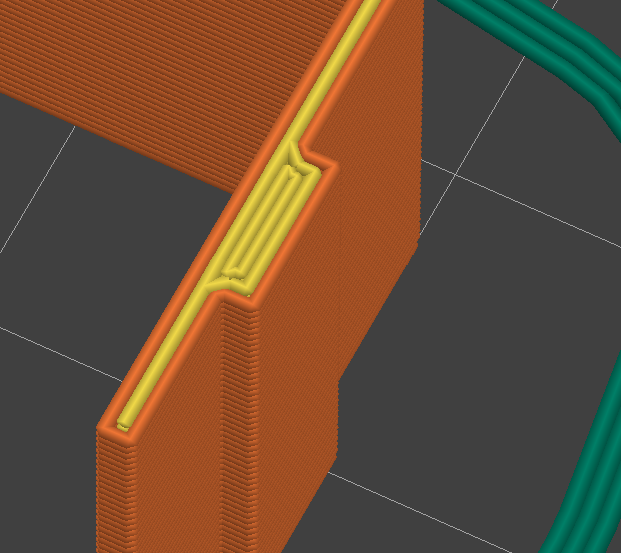
During this test print, I played with multiple parameters: speed, temperature, acceleration, junction deviation, linear advance. All of these were also individually tuned previously. Nothing seems to make a difference.
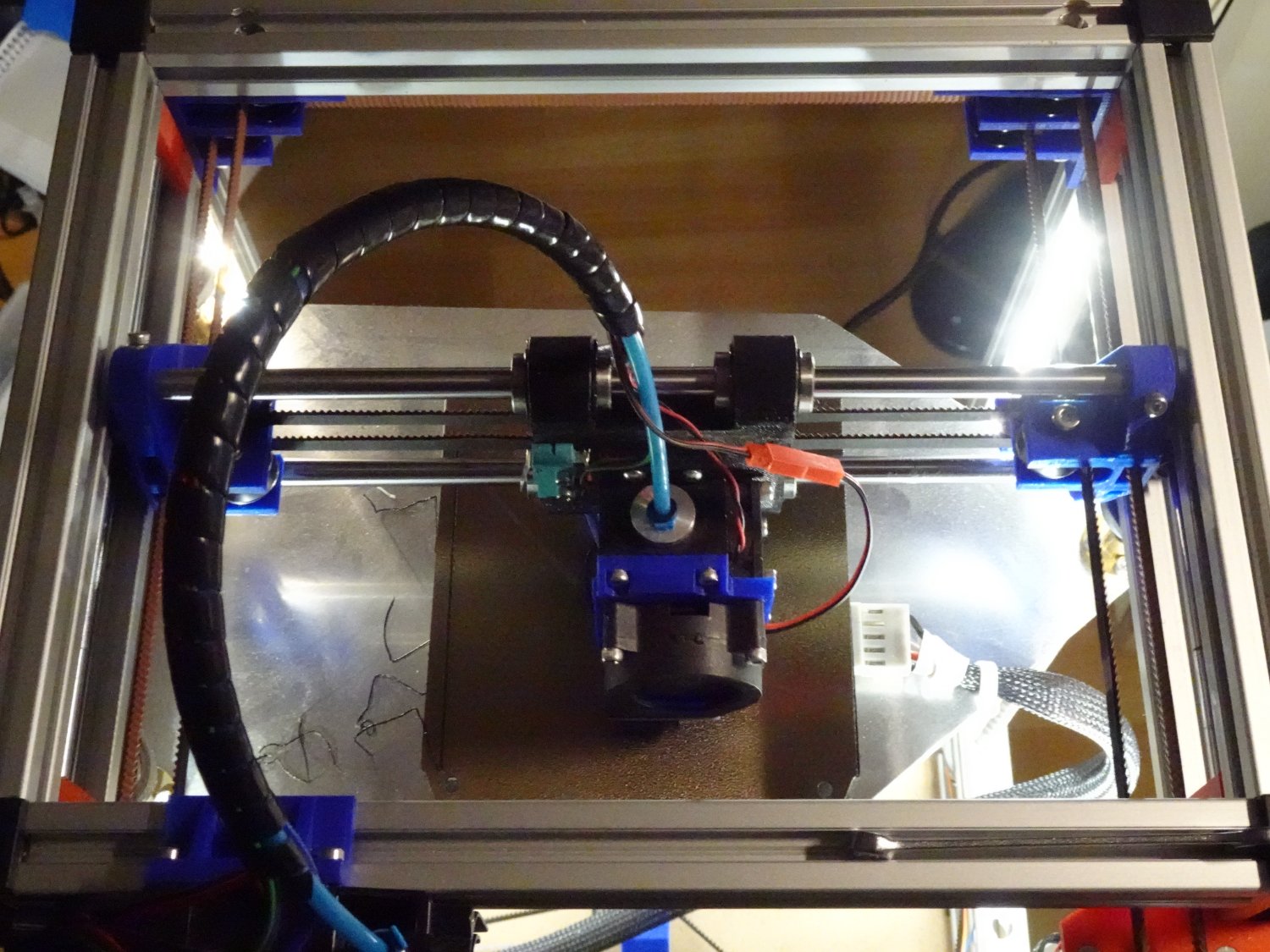
Could this be a issue with the construction of my printer? I'm beginning to think my hotend isn't rigid enough, but then I would at least expect better results at low speeds.
Edit: the printer is a CoreXY of my own design running Marlin 2.1.2.1. The Slicer is PrusaSlicer with most settings left as default (but increased speeds)