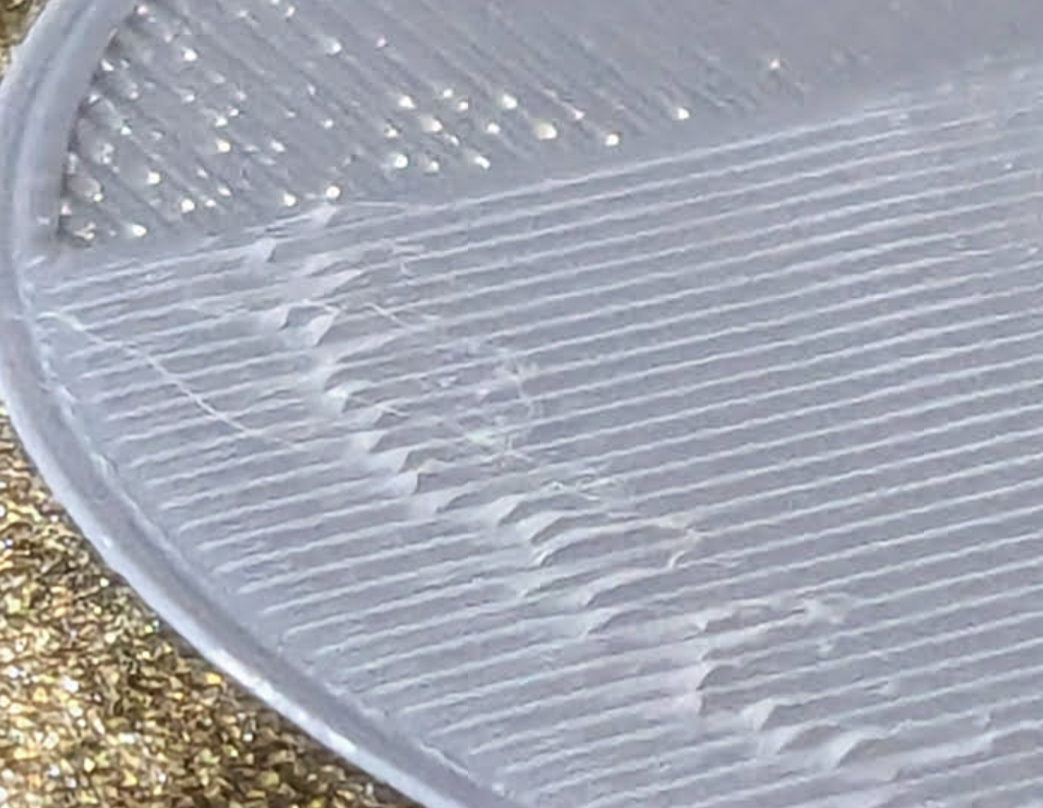
This is layer 2 or 3. It will be covered by the next few layers but I feel like it shouldn't be this fugly. I'm using Cura's Standard Quality except for temp which is set to 205. The filament is Inland PLA.
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: [email protected] or [email protected]
There are CAD communities available at: [email protected] or [email protected]
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
Be respectful, especially when disagreeing. Everyone should feel welcome here.
No porn (NSFW prints are acceptable but must be marked NSFW)
No Ads / Spamming / Guerrilla Marketing
Do not create links to reddit
If you see an issue please flag it
No guns
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
This is layer 2 or 3. It will be covered by the next few layers but I feel like it shouldn't be this fugly. I'm using Cura's Standard Quality except for temp which is set to 205. The filament is Inland PLA.
Does that top surface feel ridged? To me this looks more like an issue with either overextrusion or z offset too low than temperature.
I second z offset. Weird that this happens only at a certain regular "column". Could be hiding an underextruded strand on the level below. In that case your temp might not be stable.
i dont see an image?
what type of Inland PLA, silk generally requires higher temps but some of the more standard ones print well at 180-190.
Weird. I couldn't post the original pic but a screenshot of it seems to work.
The spool doesn't say "silk" but the sticker does say print temp 215-230: https://www.amazon.com/Inland-1-75mm-White-Printer-Filament/dp/B084RDMG7C/ I'll give that a shot & see if it looks any better.
https://www.printables.com/model/129367-temperature-tower-ready-gcodes-abs-tpu-pla-asa-pet/files https://www.thingiverse.com/thing:3912855/files
I would suggest running the PLA temp tower and then you can optimize for that specific reel of filament.
I printed a tower a few days ago and it looks good anywhere from 200 to 215. I'm going to keep trying though.
You should also check your z offset and make sure that you're not too close to the bed it's possible that your nozzle is dragging because you're less than .2 mm.
Then your temp is fine i would say. For flat print with only few layers higher temp shouldnt be an issue.
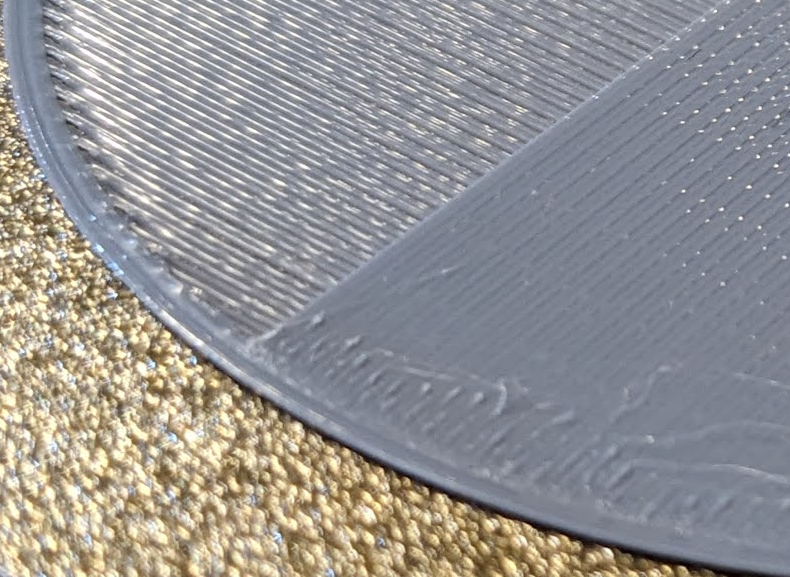
Im bit confused honestly, dont know what you changed there. First pic looks like overextruding and 2nd pic as underextruding. Keep in mind that if your nozzle is too far from bed and you overextrude first layer can look great, but on next layers it will show up (thats how 1st pic looks to me)
Too close, or too much material.
Too low (nozzle height)
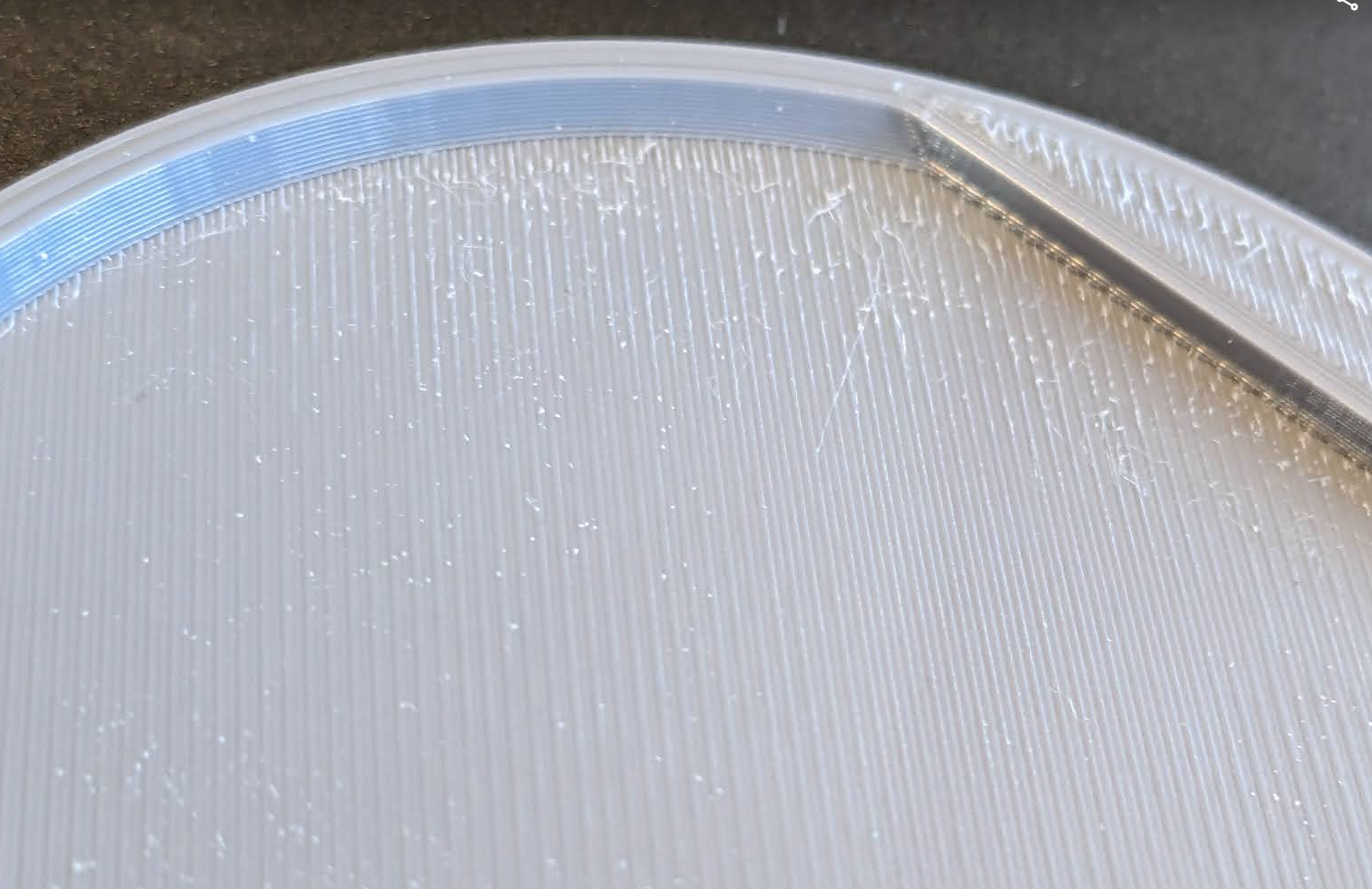
z offset / nozzle height seems to be the thing. I've raised it up and it looks better. After that I played with the temp a bit and it seems to be happier around 210-215 though there is more stringing.
So far, all attempts at ironing have been a disaster, both zig zag and concentric. I'm going to continue dialing in the z offset and temp before ironing.
Yeah, that looks much better. Do you have a self leveling bed? If your bed has a high point that is not captured in its measurements its possible that your still getting just a bit more drag in that specific spot.
One thing you can do to test, is to move the print to a different spot on the bed in your slicer.
To me it looks like your flow rate is too high. Calibrate your e-steps. That and raise your z offset. I don't think it's temperature related.
I second running a temp tower. Your first layer may be a little too low, but you're probably over extruding since it looks like your lower layers aren't as wavy.
Update: I wasn't able to fiddle with it for a few days but after getting back to it have something I like.
My current settings are based on the feedback in this thread and:
z-offset made the single biggest difference. I reset the printer config and re-leveled.
For this filament: https://www.amazon.com/Inland-1-75mm-White-Printer-Filament/dp/B084RDMG7C/
Global Settings
Layer Height 0.20
Initial Layer H... 0.20
Wall Thickness 0.80
Top/Bottom T... 0.80
Combing Mode infill
Build Plate Adh... brim
Extruder
Wall Line Count 3
Print Thin Walls True
Travel Speed 110
Initial Layer Sp... 20
Retraction Dist... 0.8
Retraction Speed 45
Minimum Extru... 1
Brim Width 4
Filament Print Settings:
Default Printing Temperature 210
Default Build Plate Temperature 60
Standby Temperature 195
Fan Speed 100
Looks a little hoth to me.
It's primarily written for klipper, but I've been been getting pretty good results dialing in my was-an-ender with Ellis' tuning guide (all but eliminated my problems with elephants foot). It goes over exactly what a good first layer should look and feel like, plus extra related settings.
New Lemmy Post: too hot? too cold? (https://lemmy.world/post/10790538)
Tagging: #3dprinting
(Replying in the OP of this thread (NOT THIS BOT!) will appear as a comment in the lemmy discussion.)
I am a FOSS bot. Check my README: https://github.com/db0/lemmy-tagginator/blob/main/README.md
stahp