19
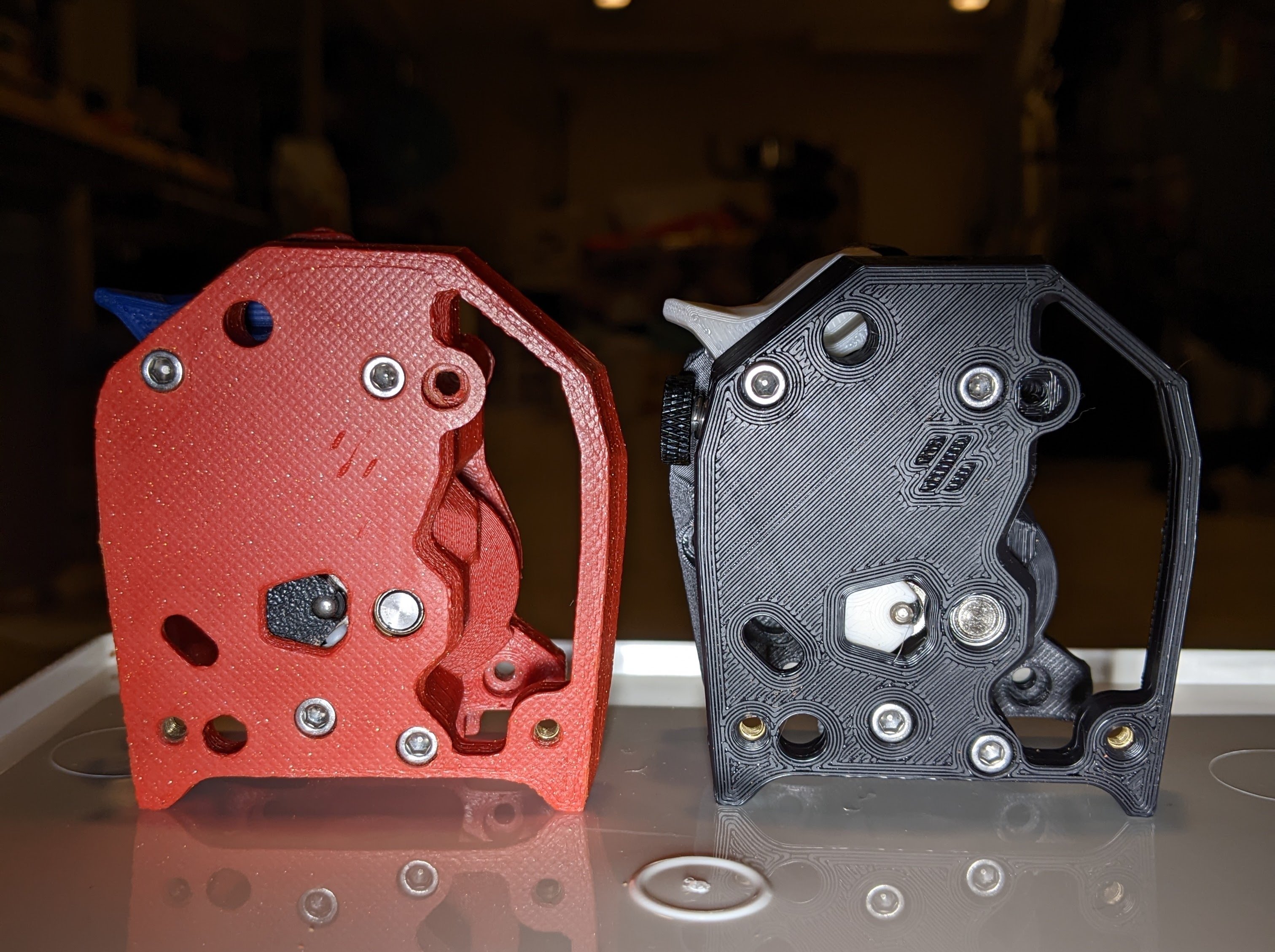
I reprinted my Stealthburner on my 2.4, the quality improvement over my i3 clone is... impressive
(lemmy.world)
I printed all the parts I needed for my 2.4 build on my Monoprice Maker Select Plus (a rebranded Wanhao Duplicator i3 Plus), enclosed under a couple of cardboard boxes taped together. The parts were... functional, but not exactly pretty.
Motive for reprinting:
- My z-homing isn't that consistent and I need to fiddle with live z a bit for each print. My StealtBurner didn't fit together that well, so I'm hoping that better fitting parts will result in more consistent homing
- Moving to a Bondtech BMG Integrated Drive Gear Assembly in hopes of having fewer z-artifacts. If I'm going to rebuild my CW2, I might as well print it again too
While disassembling, I noticed that one of the bolts attaching the carriage to the linear rail was... very very lose (backed out 3+ turns). Maybe that was another contributor to my inconsistent homing.
More photos:


My first print with the rebuild is underway! I'm very excited to see if there's any change to the random z-artifacts I was seeing before, but I'm sad to report that my first klicky attach probe failed.




